 ENG
ENG 
1. Rolul și aplicarea Mașină de turnat prin injecție PVC
Fiind echipament de bază al industriei de prelucrare a plasticului, mașina de turnat prin injecție PVC joacă un rol vital în domeniul producției industriale de astăzi. Clorura de polivinil (PVC), ca material termoplastic versatil, rentabil și durabil, este utilizată pe scară largă în multe domenii, cum ar fi construcții, medicale, auto și bunuri de larg consum prin procesul de turnare prin injecție.

Mașina de turnat prin injecție PVC este un echipament special de turnare prin injecție, utilizat special pentru prelucrarea materialelor din clorură de polivinil, care ocupă o poziție de neînlocuit în industria de prelucrare a plasticului. Conform statisticilor datelor din industrie, aproximativ 23% din producția mondială de turnare prin injecție a plasticului implică materiale PVC, în special în domeniul țevilor de construcții, echipamentelor medicale și firelor și cablurilor, raportul de aplicare al mașinilor de turnat prin injecție din PVC este de peste 60%. În spatele acestei aplicații extinse se află avantajele unice de performanță ale materialelor PVC în sine și combinația eficientă a procesului de turnare prin injecție.
Funcția principală a mașinii de turnat prin injecție PVC este de a transforma materiile prime în produse din plastic cu dimensiuni precise și caracteristici funcționale prin trei etape cheie: plastificarea prin încălzire, injecția la presiune înaltă și turnarea matriței. În comparație cu mașinile generale de turnat prin injecție, mașinile de turnat prin injecție din PVC sunt optimizate pentru caracteristicile materialelor PVC și pot depăși eficient dificultățile tehnice în prelucrarea PVC, cum ar fi stabilitatea termică slabă, vâscozitatea ridicată a topiturii și descompunerea ușoară. În industria construcțiilor, fitingurile pentru țevi, îmbinările și accesoriile pentru uși și ferestre produse de mașinile de turnat prin injecție PVC au rezistență excelentă la intemperii și stabilitate chimică; în domeniul medical, produse precum pungile de perfuzie și cateterele turnate prin turnare prin injecție PVC îndeplinesc cerințe stricte de biocompatibilitate.
Din perspectiva lanțului industrial, mașinile de turnat prin injecție PVC se află în veriga de mijloc între materiile prime și aplicațiile terminale, iar nivelul lor tehnic afectează direct calitatea și costul de producție al produsului final. O mașină de turnat prin injecție PVC calificată este de obicei compusă din componente cheie, cum ar fi sistemul de injecție, sistemul de prindere a matriței, sistemul hidraulic, sistemul de control și sistemul de control al temperaturii. Lucrarea coordonată a acestor sisteme asigură că materialele din PVC pot finaliza procesul de turnare în condiții optime. Odată cu îmbunătățirea cerințelor de protecție a mediului și creșterea nevoilor medicale, mașinile de turnat prin injecție PVC se dezvoltă într-o direcție mai precisă, mai eficientă și mai inteligentă.
Specificul industrial al mașinilor de turnat prin injecție din PVC se reflectă și în adaptabilitatea lor la formulările de materiale. PVC, ca plastic ale cărui proprietăți pot fi ajustate prin aditivi, este împărțit în două categorii: PVC rigid (RPVC) și PVC flexibil (FPVC). PVC-ul rigid are rezistență și rigiditate ridicate și este adesea folosit în materiale de construcție; în timp ce PVC-ul flexibil devine moale și elastic datorită adăugării de plastifianți și este potrivit pentru produse precum conductele medicale. Mașinile de turnat prin injecție din PVC trebuie să poată manipula aceste două tipuri semnificativ diferite de materiale, ceea ce necesită ca echipamentul să aibă o fereastră de proces mai largă și capabilități mai flexibile de ajustare a parametrilor. În același timp, odată cu reglementările de mediu din ce în ce mai stricte, aplicarea stabilizatorilor fără plumb și a noilor plastifianți ecologici a prezentat și noi cerințe tehnice pentru mașinile de turnat prin injecție PVC.
În ceea ce privește beneficiile economice, mașinile de turnat prin injecție PVC oferă producătorilor soluții de producție extrem de competitive. În comparație cu prelucrarea metalelor sau alte procese de turnare a plasticului, turnarea prin injecție PVC are avantajele unui ciclu scurt, utilizarea ridicată a materialului și cererea scăzută de muncă, care este deosebit de potrivită pentru producția de produse standardizate la scară largă. Luând ca exemplu fitingurile de țevi din PVC din industria construcțiilor, capacitatea zilnică de producție a unei mașini de turnat prin injecție PVC de dimensiuni medii poate ajunge la 5.000-8.000 de bucăți, iar eroarea de greutate a produsului poate fi controlată în ± 0,5%. O astfel de acuratețe și eficiență sunt greu de realizat cu alte procese. În plus, mașinile de turnat prin injecție din PVC au, de asemenea, caracteristicile unei durate lungi de viață a matriței (de obicei, de până la 500.000 până la 1 milion de ori) și un consum relativ scăzut de energie (aproximativ 40% economie de energie în comparație cu turnarea metalului sub presiune), ceea ce reduce și mai mult costurile de producție.
Odată cu dezvoltarea continuă a tendinței „plasticului care înlocuiește oțelul”, importanța mașinilor de turnat prin injecție PVC va fi evidențiată în continuare. În special în domeniul de aplicare al ușoarelor, rezistenței la coroziune și controlului costurilor, produsele de turnare prin injecție din PVC înlocuiesc constant materialele tradiționale. Fiind echipament cheie pentru realizarea acestei transformări, inovația tehnologică și extinderea pieței mașinilor de turnat prin injecție PVC vor continua să atragă atenția industriei.
2. Principiul de lucru și fluxul de proces al mașinilor de turnat prin injecție PVC
Principiul de funcționare al mașinilor de turnat prin injecție PVC se bazează pe caracteristicile de turnare ale termoplasticelor. Prin controlul precis al parametrilor precum temperatura, presiunea și viteza, materiile prime din PVC sunt transformate în produse de forma dorită. Acest proces integrează tehnologii multidisciplinare precum ingineria mecanică, știința materialelor și controlul automat pentru a forma un sistem de procesare complex și precis. Înțelegerea principiului de funcționare al mașinilor de turnat prin injecție PVC este crucială pentru optimizarea proceselor de producție și îmbunătățirea calității produselor.
Compoziția și funcționarea sistemului
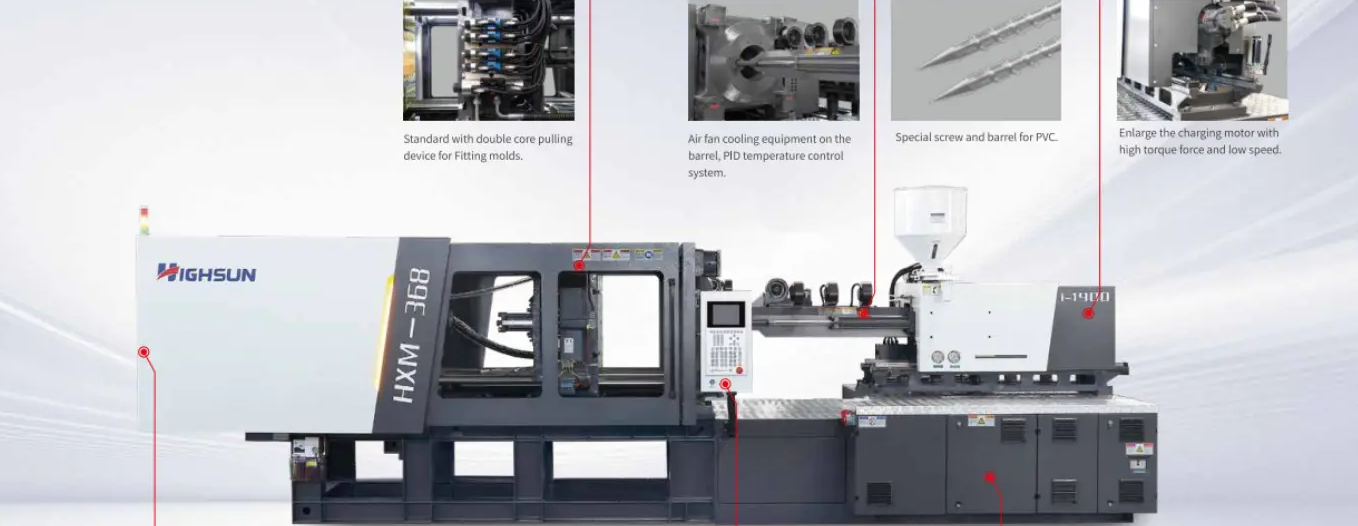
Mașina de turnat prin injecție PVC este compusă în principal din cinci sisteme: sistem de injecție, sistem de prindere, sistem hidraulic, sistem de control și sistem de control al temperaturii. Sistemul de injecție este responsabil pentru plastificarea și injectarea materialelor PVC. Este partea de bază a echipamentului și include componente cheie, cum ar fi buncărul, butoiul, șurubul și duza. Spre deosebire de mașinile generale de turnat prin injecție, șurubul mașinii de turnat prin injecție din PVC are de obicei un design special, cu un raport lungime-diametru mic (L/D) (în general între 18:1 și 22:1) și un raport de compresie scăzut (aproximativ 1,8-2,5) pentru a reduce intrarea de căldură prin forfecare la materialele PVC sensibile la căldură. Sistemul de prindere asigură deschiderea și închiderea matriței și forță de strângere pentru a se asigura că matrița nu este împinsă deschisă de presiunea topiturii în timpul procesului de turnare. Formele sale structurale includ tipul comutator, tipul hidraulic și tipul electric. Sistemul hidraulic asigură putere pentru întreaga mașină și controlează mișcarea fiecărui actuator; sistemul de control este responsabil pentru setarea parametrilor, controlul programului și monitorizarea procesului; sistemul de control al temperaturii menține temperatura precisă a butoiului și a matriței, ceea ce este deosebit de important pentru materialele sensibile la căldură, cum ar fi PVC.
Analiza ciclului de lucru
Turnarea prin injecție PVC este un proces ciclic, iar fiecare ciclu conține o serie de acțiuni ordonate. Conform standardelor industriale, un ciclu de lucru complet include următoarele etape: închiderea matriței → injecție → menținerea presiunii → răcirea → plastificare → deschiderea matriței → ejectarea produselor.
În etapa de închidere a matriței, matrița este închisă la presiune ridicată, iar forța de strângere este calculată pe baza zonei de proiecție a produsului și a presiunii de injecție, de obicei 30-80MPa. În etapa de injecție, șurubul se deplasează înainte pentru a injecta PVC-ul topit la capătul frontal al cilindrului în cavitatea matriței la presiune înaltă (de obicei 80-180MPa) și viteză mare. Acest proces durează câteva secunde, iar viteza de injecție poate fi controlată pe secțiuni pentru a se adapta la structurile complexe ale produsului. Menținerea unei anumite presiuni în etapa de menținere a presiunii pentru a reumple materialul redusă din cauza contracției la răcire este crucială pentru precizia dimensională și calitatea suprafeței produsului. Etapa de răcire permite solidificarea produsului în matriță, iar timpul depinde de grosimea peretelui și de eficiența răcirii. În etapa de plastificare, șurubul se rotește pentru a transporta și a topi noul material înainte pentru a se pregăti pentru următorul ciclu și se retrage în poziția stabilită în același timp. În cele din urmă, matrița se deschide, iar mecanismul de ejectare demolează produsul pentru a finaliza un ciclu.
Tabel: Intervalele tipice ale parametrilor de proces pentru turnarea prin injecție PVC
| Categoria parametrilor | PVC rigid (RPVC) | PVC moale (FPVC) | Impact cheie |
| Temperatura butoiului (℃) | 160-190 | 150-180 | Fluiditatea topiturii, risc de descompunere termică |
| Temperatura matriței (℃) | 30-50 | 20-40 | Viteza de răcire, luciu de suprafață |
| Presiunea de injectare (MPa) | 80-150 | 70-130 | Integritatea umplerii matriței, stres intern |
| Presiune de menținere (MPa) | 40-80 | 30-60
| Contracție, precizie dimensională |
| Viteza șurubului (rpm) |
30-70 | 25-60
| Calitatea plastificării, căldură de forfecare |
| Contrapresiunea (MPa) | 3-10 | 2-8 | Densitatea topiturii, eficiența plastificării |
- Particularitățile prelucrării PVC
Turnarea prin injecție PVC are diferențe semnificative de proces în comparație cu materialele plastice generale, cum ar fi PP și PE, ceea ce se datorează în principal proprietăților materialelor PVC. PVC-ul are o stabilitate termică slabă și se descompune ușor pentru a elibera clorură de hidrogen (HCl) la temperaturi ridicate. Prin urmare, fereastra de temperatură de procesare este îngustă, de obicei controlată în intervalul 150-190°C, care este mult mai mică decât temperatura teoretică de descompunere (aproximativ 210°C). Pentru a face față acestei provocări, mașinile de turnat prin injecție din PVC sunt de obicei echipate cu sisteme de control al temperaturii mai precise, cu o precizie de control al temperaturii zonei de până la ± 1°C și un design special de șurub pentru a reduce încălzirea prin forfecare. În același timp, topitura PVC are vâscozitate ridicată și proprietăți de curgere slabă, necesitând o presiune de injecție mai mare (de obicei cu 20-30% mai mare decât PP) pentru a umple complet matrița. În plus, aditivii din formulele PVC, cum ar fi stabilizatorii și lubrifianții, pot forma depuneri în butoi, astfel încât mașinile de turnat prin injecție PVC necesită curățare și întreținere mai frecvente.
- Principiile plastificării și injectării
Procesul de plastificare a PVC-ului este un proces complex de transformare a stării fizice. După ce particulele solide de PVC intră în butoi din buncăr, ele suferă o transformare de la stare sticloasă, stare elastică ridicată la stare de curgere vâscoasă sub încălzire și forfecare. Rotirea șurubului generează un flux de tracțiune pentru a transporta materialul înainte, în timp ce acțiunea de forfecare și încălzirea externă topesc treptat PVC-ul. Deoarece PVC-ul este un material polar, comportamentul său la topire este diferit de cel al materialelor plastice nepolare, cum ar fi PE, și necesită un aport de energie mai mare. La sfârșitul plastificării, PVC-ul topit se acumulează la capătul frontal al șurubului, împingând șurubul înapoi în poziția stabilită. În etapa de injecție, șurubul este transformat într-un piston, iar topitura este injectată în cavitatea matriței cu o viteză constantă sau cu viteză segmentată sub împingerea cilindrului hidraulic. Comportamentul curgerii topiturii PVC în cavitatea matriței este afectat de temperatura matriței, designul canalului și parametrii de injecție. Setările rezonabile ale procesului pot evita defecte precum urmele de pulverizare și liniile de sudură.
- Puncte cheie ale controlului procesului
Succesul turnării prin injecție PVC depinde de controlul precis al parametrilor cheie. Controlul temperaturii este factorul principal. Butoiul este de obicei împărțit în 3-5 zone de temperatură. Gradientul de temperatură crește de la orificiul de alimentare la duză, dar temperatura maximă nu depășește 190°C pentru a preveni descompunerea. Viteza de injectare afectează modul de umplere a topiturii și orientarea moleculară. Produsele cu pereți groși trebuie umplute la o viteză mică pentru a reduce stresul rezidual, în timp ce piesele cu pereți subțiri necesită injecție de mare viteză pentru a preveni coagularea prematură. Setarea presiunii de menținere și a timpului afectează direct rata de contracție și stabilitatea dimensională a produsului și trebuie optimizată în funcție de structura produsului și proprietățile materialului. Timpul de răcire reprezintă 60-70% din întregul ciclu. Optimizarea designului canalelor de apă de răcire poate îmbunătăți eficiența producției. Mașinile de turnat prin injecție PVC folosesc în mare parte sisteme de control în buclă închisă pentru a monitoriza și ajusta acești parametri în timp real pentru a asigura stabilitatea procesului și consistența produsului.
Principiul de funcționare al mașinilor de turnat prin injecție PVC întruchipează combinația perfectă dintre designul mecanic și știința materialelor. Prin controlul precis al proceselor termodinamice și reologice, materiile prime din PVC sunt transformate în produse din plastic cu diferite funcții. Stăpânirea acestor principii este baza teoretică pentru optimizarea proceselor de producție și rezolvarea problemelor de calitate.
3. Caracteristicile echipamentului și avantajele tehnice ale mașinii de turnat prin injecție PVC
Ca tip de echipament special de prelucrare a plasticului, mașina de turnat prin injecție PVC are o serie de modele unice care se potrivesc cu proprietățile materialului. Aceste caracteristici îi permit să prezinte avantaje tehnice semnificative la prelucrarea materialelor PVC. De la structura mecanică la sistemul de control, fiecare legătură a mașinii de turnat prin injecție PVC reflectă proiectarea atentă pentru nevoile speciale ale prelucrării PVC.
- Design special cu șuruburi
Caracteristica de bază a mașinii de turnat prin injecție PVC este structura sa specială cu șuruburi. În comparație cu șuruburile obișnuite pentru mașini de turnat prin injecție, șuruburile speciale din PVC au următoarele caracteristici: raport de aspect mic (L/D) (de obicei între 18:1 și 22:1), reducând timpul de rezidență al materialului; raport de compresie scăzut (aproximativ 1,8-2,5), potrivit pentru pulbere de PVC sau particule ușor compresibile; canelură adâncă pentru șuruburi, reducând rata de forfecare și generarea de căldură prin frecare; adăugarea secțiunii de barieră sau a capului de amestecare pentru a îmbunătăți uniformitatea topiturii. Acest design rezolvă în mod eficient problema stabilității termice slabe a PVC-ului și previne supraîncălzirea și descompunerea materialelor în timpul plastificării. Materialul șurubului este de obicei realizat din oțel dublu aliat sau tratat special pentru a îmbunătăți rezistența la uzură și rezistența la coroziune pentru a face față gazului acid HCI care poate fi generat în timpul prelucrării PVC. În plus, intervalul de viteză al șurubului mașinii de turnat prin injecție din PVC este relativ îngust (de obicei 30-70 rpm) și poate fi controlat cu precizie pentru a evita forfecarea excesivă cauzată de viteza prea mare.
- Optimizarea sistemului de control al temperaturii






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288